-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 行业资讯
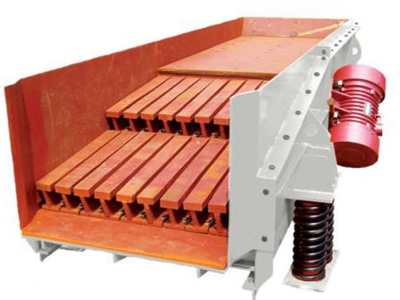
您现在所在的位置:首页 > 行业资讯(1)电磁振动给料机安装后,将作用在定位接叉上的螺钉松开(上一下三个),松开后用螺母拧紧,打开电振器后盖,检查铁芯与衔铁间隙应在1.8~2.1毫米内,并两者荧屏行清洁。各螺钉应坚固,将盖装上固定。
(2)通电空载试验,将电控箱条子振幅电位器R1由小逐加大,其振幅应在1.8~2.毫米间,电流在1.2安,连续工作数小时以上振幅电流是否稳定;正常后打开料仓闸门送料,观察其给料量电流是否稳定,允许振幅下降0.5毫米,如振幅电流均达额定值仍未满足给料量要求,方将振动器吊装倾斜20°角,使之满足给料量要求。
(3)自动给料调整,自动给料是通过主电流变化来实现。当风机正常运转时,主电机电流超过额定电流时就会停止给料,当电流下降后就会自动给料。这主要是通过电流续电器动作断开与接上可控制电压,达到给料和停给。
DL—12/6型过电流继电器内有2个线圈,当串联时其动作电流可从1.5~3安可调。当二线权柄联时其动作电流可从3-6安间可调,当磨机正常工作下,电流互感器变化在电流继电器上锁得电流不会大于3安。因此,将线圈接成串联。(4)自动给料开始时,将控制柜门上主令开关拨到自动位置。逐渐加大控制箱上电位器R1旋钮,使其电流达额定而且稳定,同时按主机额定电流调整电流继电器滑臂,改变继电器动作电流,升高时,使常闭触头断开,电流稍下降时就立即闭合,使磨粉机始终保持工作状态,不会造成空磨或过载现象,保证了主机制粉效益。
(5)分析机采用JZT型调速电机传动,通过控制柜上电磁滑差控制器(ZLK-1型)按钮来控制,启动按钮鼠笼电机部分首先运转,然后合上滑差电源开关,调节转速旋钮使分析机达到所需转速和所需细度(粉子粒度)相吻合,依此可控制粉子的粒度。
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作