-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
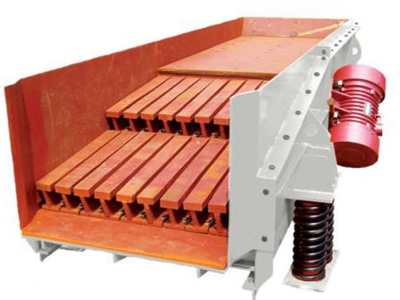
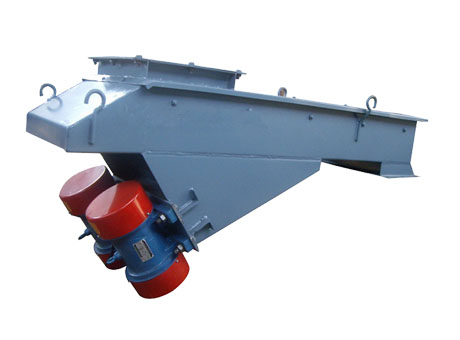
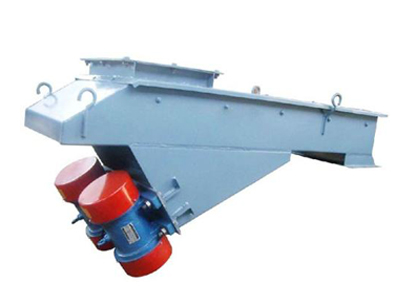
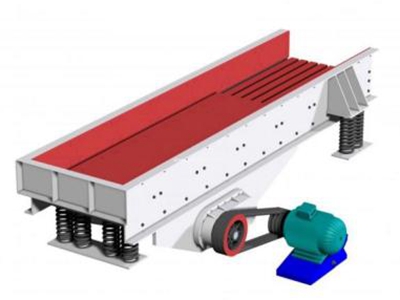
您现在所在的位置:首页 > 常见问题振动给料机多用于装在煤仓下部,用来控制物料流量的设备,它能够将物料均匀地给入输送机、筛分机等设备中去。选煤厂和发电厂应用的给料机有往复式给料机、圆盘式给料机、叶轮式给料机、翼板式给料机和电磁振动给料机。选其中常用的给料机有电机振动给料机和电磁振动给料机等;有特殊防爆要求的使用环境还可另外设计防爆型振动给料机。
振动给料机在选煤厂主要用于把块状或粉状物料从贮料仓或漏斗中定量、均匀、连续地给到受料装置内的一种给料设备。由于它采用电磁力驱动和机械振动的共振原理,与机械驱动的给料机(如往复式等)相比,具有没有转动零部件,没有润滑点,结构比较简单,重量较轻,驱动力小,可以在运转过程中调节给料,维护检修方便,输送槽磨损小和易于实现自动控制等特点,所以用途很广。在选煤厂,从原煤输入到产品出厂的给料,都可以利用电磁振动给料机。目前,国产的电磁振动给料机使用的都是GZ系列通用型电磁振动器,其型号有GZ1~CZ11-T种。号数愈大,其功率也越大;由于电机式振动给料机调节安装方式较为简单,只需要将设备悬挂至料仓底部即可,电机运行方向为相对或相反运行即可达到均匀给料,调试震动力则需要改变两台振动电机的偏心块夹角即可。减震簧选用钢制挂簧和橡胶挂簧两种,更适应厂家工作环境的使用;今天我们就着重与电磁振动给料的安装调试及常见故障予以讲解和分析:
一,电磁振动给料机的安装和调整试运转:
1.安装。
(1)电磁振动给料机不需拆卸,可直接根据安装图给定的尺寸装在工作位置上。在安装前,必须检查振动器各部件螺钉的紧固情况。槽体与联接叉的联接螺钉要逐个拧紧。板弹簧的顶紧螺钉在安装前必须重新拧紧(一般GZ1~GZ5系列用1.5m加力杆,GZ6~GZ14系列用2m加力杆,以两人力量拧紧),否则将会影响给料机振动的调谐值。铁芯与衔铁的气隙应检查调整至1.8~2.1mm,铁芯和衔铁平面要保持平行和清洁,然后将铁芯架的调节螺栓和固定螺栓逐个拧紧。线圈的夹板螺栓也应拧紧,以防止线圈松动。
(2)为使机器工作稳定,物料输送准确,必须使振动器的激振力作用方向通过输送槽体的重心。
(3)给料机的吊杆采用钢丝绳,支持吊杆的构架应有足够的刚度,如构架有明显的跳动现象,将会影响给料机的正常工作。沿给料机长度方向的吊杆应是垂直的,而宽度方向吊杆可以各自向外倾斜10°。
(4)与给料机槽体相配合的进料和出料溜槽都应留有一定游动间隙,一般取25ram左右。进料和出料溜槽不得与给料机相碰,以免影响给料机的振动,并产生噪音。
(5)不允许有过大的仓压压在给料机的槽体上(一般压在槽体上的压力应小于料仓排料口的1/4~1/5垂直投影的料仓压力),否则将降低给料机的振幅,从而降低物料的输送速度。
(6)在给料机安装到给定位置后,应检查槽体的横向方向是否水平,否则在输送过程中物料将会向一边偏移。
(7)给料机机体和控制箱箱体应按一般电气设备安装规程进行接地保护。
(8)电磁给料机安装完毕后,应将振动器壳体上、下两面的检修螺钉松开(在检修时用它来调节和固定联接位置),否则将妨碍给料机的振动。
2.调整式运转。
电磁振动给料机安装完毕后,必须进行空载调试。调整好的电振机应该是在额定电压、电流和振幅值的条件下连续进行8h运转。运转期间,振幅和电流的数值除随电网电压自然波动变化外,应是稳定不变的。
二、电磁振动给料机的使用和故障维修:
由于电磁振动给料机结构简单,易损件少,因而正常运转条件下维修工作量是较小的。在电磁振动给料机的使用维修上应注意:
1.开机前,先将电位器调到小位置,接通电源后,转动电位器的旋钮逐渐地使振幅达到1.75mm~1.5mm的额定值(GZ1~GZ5系列为1.75mm;GZ6~gz14系列为1.5mm),这时电流也达到额定值。该设备允许在额定电压下带负荷直接起动与停车。
2.给料机生产量的调节,一般可采用以下方法:一是调节给料斗机槽体的倾斜度,以增减生产量,但倾角不能超过-20。;二是调节贮料出料闸门口的大小,以增减槽体料层的厚度;三是给料机生产量随其振幅的大小而变,而振幅的大小又随电磁线圈中电流的大小而改变。因此,通过对可控硅整流器导通度的控制,便可以控制电磁线圈中电流的大小,从而均匀连续地调节给料机的生产量。
3.在给料机运行过程中,须注意观察电流的稳定情况,如发现电流变动较大,则必须进行检查。引起电流变动的原因一般有以下几种:一是板弹簧的顶紧螺钉长期运转后有松动;二是板弹簧发生断裂;三是铁芯和衔铁之间的气隙大小有了变化;四是各部位的螺钉有松动或脱落现象。
4.为了避免料仓中物料对槽体的冲击,在一般情况下,给料即不应卸空,在给料机和料仓中应保持一定的料量。
5.控制器/仪表的质量对给料设备的影响是较大的,一个好的给料机仪表,将会大大减少定量给料机的磨损与故障发生率,延长其使用寿命,保障生产质量和生产安全。
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作