-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
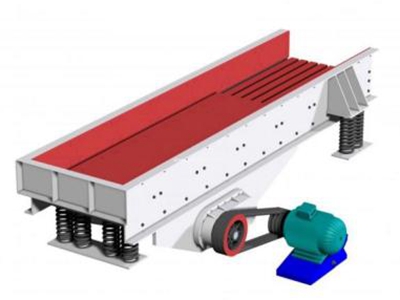
您现在所在的位置:首页 > 常见问题应用PLG伺服系统和触摸屏,新乡山河机械有限公司设计了振动给料机定民送料的伺服控制系统对控制系统的硬件进行选型,设计了PLC控制程赢详细阐述了程序设计中民度与脉冲数转换、送料速度与脉冲频率转换等儿个关键算法及其实现所设计的伺服控制系统可保证振动给料机高精度送料。
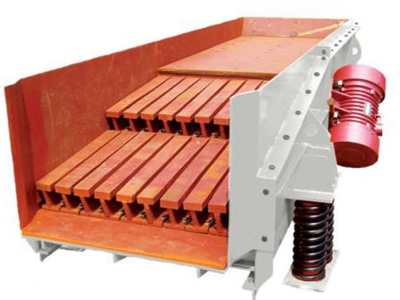
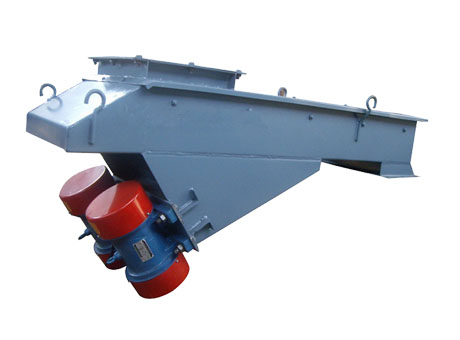
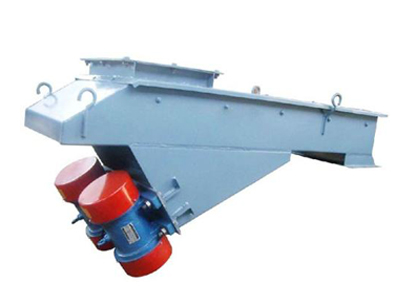
振动给料机是工业生产线的送料装咒卷料经送料压辊带动,形成长度一致的薄料,送给下游机加工成符合规格的产品。因此要求振动给料机定位必须准确,实现定长送料本论文所设计的基于PLc的伺服控制系统充分发挥了伺服系统控制精度高、响应速度快和运行平稳等优点有效地提高了送料的精度和效率,满足了生产厂家的控制要求。
PLc是整个控制系统的核心部件,振动给料机通过脉冲输出端向伺服驱动器发出定量的脉冲数控制伺服电机的运较本文选用OM RON 40点的CP 1H机型,它是OM RON高速的一体化紧凑型P LC,内置高速脉冲输出功能,可以直接控制伺服电机运行。
伺服驱动器根据PLC脉冲输出端发出脉冲的个数、频率来控制伺服电机的转动位置及速度,从而给出送料长度本文选用松下M inasA 4系列的伺服系统,它采用独特算法,速度频率高,响应快,定位超调整定时问短,可实现高速定位,是伺服系统中性价比较高的产品。
触摸屏可以直观显示及修改系统各种参数,为用户提供了良好的人机交互界面,简化了现场操怅本文选用OM RON的N T SZ触摸屏,其作用是负责参数的设定和修改,同时将设备的动作信息反映给用户。包括伺服电机、伺服驱动器和CP 1H PLC等部么伺服驱动器的主电源和控制电源为AC22W,输入输出接口电源选用DC 24V,选用A C 220V的伺服电机CP 1H根据程序发出CCW方式的高速脉冲信号,通过伺服驱动器控制伺服电机运行。
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作